MIG Welding Gases
Gas Choices and Selections for MIG Welding Various Metals
Gas for MIG welding is what makes MIG welding possible. The name informs us of this: "Metal Inert Gas welding". Inert gasses used for MIG welding are Argon and Helium. The term inert means they do not react to anything unlike non inert gasses like oxygen that will cause metal to rust. The gasses used are what shield the weld from the air that causes weld defects such as porisity.

When Carbon Dioxide or Oxygen is added to the mixture, MIG welding is not technically MIG welding anymore. This is due to the fact that both Carbon Dioxide and Oxygen are not inert gasses. The process then becomes GMAW or Gas Metal Arc Welding.

The type of gas uses also determines:
- How deep the weld penetrates the metal welded.
- The characteristics of the welding arc.
- The mechanical properties of the weld.
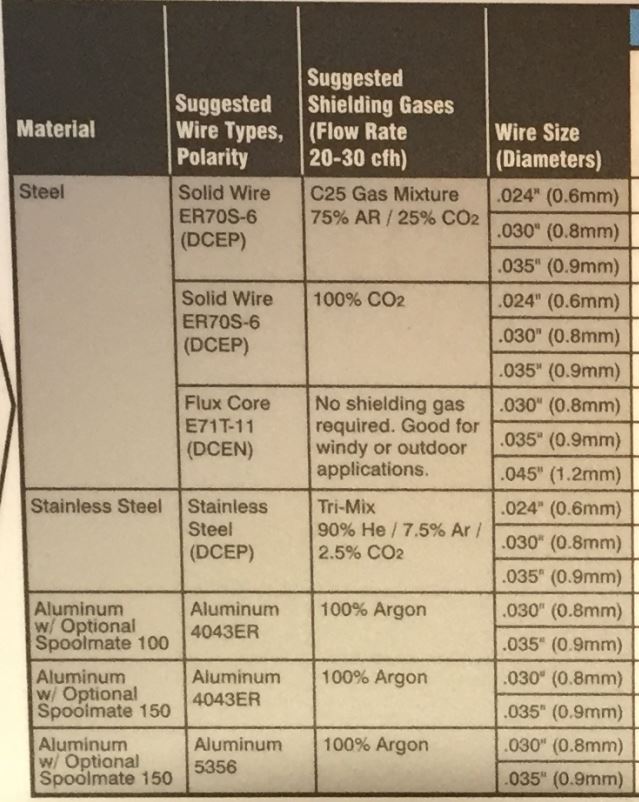
When choosing the type of gas to be used it is best to seek input from a welding supply store. The store will recommend the proper gas to match the welding wire to be used. Another option is using the welding wire manufacturer's recommendation. Typically the welding wire manufacturer will provide a few choices ranging from the best choice to something that will provide the minimum acceptable results. Finally some MIG welders have a welding electrode and gas recommendation guide on the inside panel that gives you your options like in the picture below. In most cases the final choice in the type of gas is based on cost.
Charistics of MIG Welding Gasses
Different gasses produce different types of weld penetration and arc characteristics. Here are the basics:
- Argon gas has shallow wide penetration and has a very smooth fluid like arc.
- Helium produces a very hot weld with good weld productivity and mild penetration with a fluid arc.
- Carbon Dioxide produces a deep narrow penetration with a stiff harsh arc that works well in out of position welding.
- Adding Carbon Dioxide to Argon or Helium deepens penetration and stiffens the arc improving out of position welding.
- Oxygen added to Helium or Argon in small amounts deepens the weld penetration and stiffens the arc characteristics.
- Adding Helium to any mix makes the arc hotter.
How MIG Welding Gas Effects Arc Transfer Type
Shielding gas choices also effects the weld transfer type. Here are the basics of transfer types related to gasses:
- Short Circuit transfer requires either pure Carbon Dioxide or a high percentage of Carbon Dioxide.
- Globular transfer works best with 75% or more Argon in the mixture.
- Spray transfer depending on the material is also 75% Argon all the way to pure Argon for metals like aluminum.
Most Common Gasses Used to MIG Weld
The four most common gasses used are;
- Argon
- CO2 / Carbon Dioxide
- O2 / Oxygen
- Helium (the least common)
Most of the times these gasses are used in a mixture form, typically consisting of carbon dioxide, and Argon or Oxygen. Oxygen is what causes most weld defects however in small percentages mixed with other gasses it improves the arc characteristics. Argon and Carbon Dioxide can be used by themselves. In some case there is tri-mix shielding gas containing Argon, Carbon dioxide and Helium or Argon, Carbon dioxide and Oxygen. I recently used this last mixture, when taking my 3G MIG Welder Certification.
The more common mixtures and gasses are.
- C2 or 2% Carbon Dioxide and 98% Argon
- C25 or 25% Carbon Dioxide and 95% Argon
- 100% Carbon Dioxide
- 100% Argon

Some basic guidelines for choosing the proper gas are as follows:
MIG Welding Gas for Carbon Steel Welding
Welding of carbon steel can be done with Carbon Dioxide alone and it produces the deepest penetration, the most smoke and the roughest weld. The most widely used mixture is called C25 and that is 25% Carbon Dioxide and 75% Argon gas. There are other mixtures that work well depending on the type of welding that will be done. Most of these are designed by welding gas supply stores and chains. A common mixture is a combination of Argon, Carbon Dioxide and Oxygen.

MIG Welding Gas for Stainless Steel Welding
Welding of stainless steel is typically done with C2 or 2% Carbon Dioxide and 98% Argon. In some cases there is tri-mix shielding gas containing 90% Helium, 7.5% Argon, and 2.5%Carbon dioxide. Again many welding supply stores carry their own mixture that can improve the weld quality and ease of welding on stainless steel.

MIG Welding Gas for Aluminum Welding
Welding of aluminum is typically done with Argon alone, with one exception. If the aluminum being welded is thicker than ½ of an inch there may be Helium added to the mix.

Argon gas by itself works well on most exotic metals like:
- Copper
- Copper Alloys
- Magnesium
- Nickel
- Nickel Alloys
- Titanium