How to Pass a 4G SMAW Welding Certification
Passing the 4G AWS D1.1 SMAW 3G & 4G Combo Welding Certification
This is the second part of the AWS D1.1 SMAW 3 & 4G combo welding certification. I already passed the AWS D1.1 SMAW 3G welding certification and now I am taking the 4G welding certification. Just like the 3G welding certification it is very similar. I have taken pictures to document my results and to give anyone interested a visual understanding of this welding certification is done.


AWS D1.1 SMAW Welding Certification Procedure Specifications
The AWS SMAW 4G welding certification procedure specifications are almost identical to the AWS SMAW 3G welding certification procedure specifications. This certification is very similar to the 3G welding certification with a few exceptions. The first main difference is that the AWS D1.1 4G welding certification certifies you to do fillet welds in the 1F, 2F, and 4F test positions plus groove welds in the 1G, 2G, and 4G positions but it does not certify you to weld in the 3F and 3G positions. By taking the 3G and 4G welding certifications together, it certifies you to weld plate in all positions, and to do fillet welds on pipe with a minimum diameter of 24 inches. When taking these certifications together it also put them into a single procedure. The other main difference is more customary then a procedure specification that involves horizontal and overhead welding. When doing horizontal and overhead welds they are typically done in stringer beads verses flat and vertical welds using weave welds.
The 4G welding certification also comes in two thicknesses. The first is the 3/8 inch limited thickness procedure. This is the one I am taking. The second is the 1 inch thick plate and it the unlimited thickness procedure. The limited thickness procedure certifies a welder to steel between 1/8 to 3/4 of an inch thick steel.
The 4G welding certification also has the same expiration time period. That is if you do not weld using shielded metal arc welding in the overhead position it will expire worthless in 6 months or a 180 days. The welding certifications must be kept up to date with either an employer signing the welding log in the back or simple take a refresher course at a welding school and have them sign off on the procedure.
Welding Certification Procedure Specifications
- Welding Process. SMAW
- Joint Type. Butt
- Backing. Yes
- Backing Material. ASTM A36
- Root Opening. 1/4 to 5/16
- Grove Angel. 45 degrees
- Back Gouge. No
- Base Metal. ASTM A36
- Type or Grade. Steel
- Thickness. Groove. (in) .375
- Filler Metals AWS
- Specification. A5.1
- Filler Metals AWS
- Classification. E7018
- Electrode Diameter. 1/8
- Amps. 90 to 140
- Electrode Characteristics
- Current. DCEP
- Shielding Electrode Flux (class). 4
- Stringer or Weave. Either
- Multi-Pass or Single Pass (per side). Multiple
- Interpass Cleaning.Mechanical or Wire Brush
Overhead SMAW Welding Machine Set-Up

The 4G procedure just like the 3G procedure states that the SMAW welding machine needs to be set within the range of 90 to 140 amps. I used the same Miller Dialarc 250 welding machine, setting it at a 116 amps like my 3G welding certification. When setting up my machine on a practice bevel I found this setting to be just right. On the root and fill pass I was able to do a weave and on the cap I did stringer welds. As for my stringer welds I needed the machine to run hot enough for the rod to be literally pushed into the metal without sticking. When I weld overhead with a stick welder I typically just start the arc and then shove the rod into the joint. I let the rod burn on its own rate without any manipulation. Literally I do not move my hand and just lean on the rod letting it do all of the welding. This technique works well but requires the machine setting to be hot enough that the electrode has no chance of sticking. Just playing around with the settings I got the 1/8 E7018 electrode to weld at a 140 amps in the overhead position and put down a nice weld. The down side of this is if your electrode angle is off just a bit you will get arc blow. I am mentioning this because many new welders who try to weld overhead assume that you want the amperage to be on a lower setting. The reality of overhead welding is that the hotter the welding machine settings are, the easier to weld. It’s more psychological factor.
How to Prepare the 4G SMAW Test Coupons
Unlike the 3G welding certification were I took a lot of pictures. I did get caught up in the moment of taking the 4G welding certification and forgot to take many key pictures. Unfortunately this is the real test and there are no retakes while doing it!
The preparation of the 4G test coupons is the same as the 3G procedure. These are the AWS D1.1 notes for the 4G SMAW procedure with pictures:
Here are the test coupons and this is how I received them.

I grind-ed all of the mill scale off of the front of the bevel a minimum of 1 inch back and also did the same for the back of the bevel. . Then I grind-ed the bevel to get rid of all oxidation. That was followed by rechecking of the bevel angle. Again each bevel was exactly 22.5 degrees and it was inspected. Here is why it was done in this order:

1. Grind all hot roll scale adjacent to the bevel, 1" on the front and ¼" back side of the test plate.
2. Grind off all oxidation on the bevel to bare metal. Re-check the bevel angle for the correct angle.
3. Grind all the hot scale off the backing bar to clean metal.
4. The inspector will check the preparation before fitting-up test pieces.
5. After the fit-up is completed the inspector will check all the fit-up specifications
The bevels were tacked together, the root opening was checked with two 1/8 electrodes, and then the plates were inspected.

I put the test plates into the overhead position and they were inspected and marked with a white marker. This is done so the plates are not moved in any way while welding or grinding.

Here is why this was done according to the welding procedure:
6. Now the test will be placed in the fixed position.
The test piece will be marked in position with a marker and the inspector may see the test anytime during the testing.(DURING THE TEST, THE PIECES SHALL NOT BE MOVED IN ANY DIRECTION AND OR REMOVED FROM THE TESTING PLACE WITHOUT THE INSPECTORS APPROVAL.)
Welding Techniques for the 4G Overhead Weld Test
Overhead Root Pass Welding Techniques
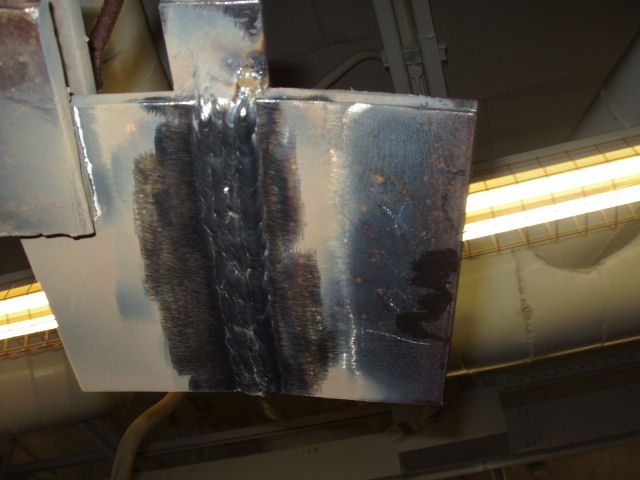
To start the root pass I positioned myself in a way that I can weld toward myself. The first picture is exactly my view from behind the helmet while I am welding. The root took two and a half E7018 electrodes and had two restart. I did a weave technique holding the sides of the bevel until the arc of the electrode would roll and washes into the bevel. If I remember correctly I held each side for about one second. The second picture is the first root weld with the slag covering. Once I put in the root I cleaned it with a chipping hammer and wire wheel. The root was then inspected because the procedure stated:
7. The root pace shall be inspected.
This is where I forgot to take a lot pictures.


After that I did a light grinding of the root to ensure there were no slag inclusions and that is in the third picture.
Overhead Fill Pass Welding Techniques
Before doing the fill pass I let the plate cool till I could barely touch it with my bare hand. On the fill pass I used a wide weave technique holding the sides briefly. It took six E7018 electrodes and five restarts. Since the fill pass came almost to the top of the bevel the slag just popped off by itself and all I had to do is just go over it with a wire wheel.

Overhead Welding Techniques for the Cap and Cover Pass
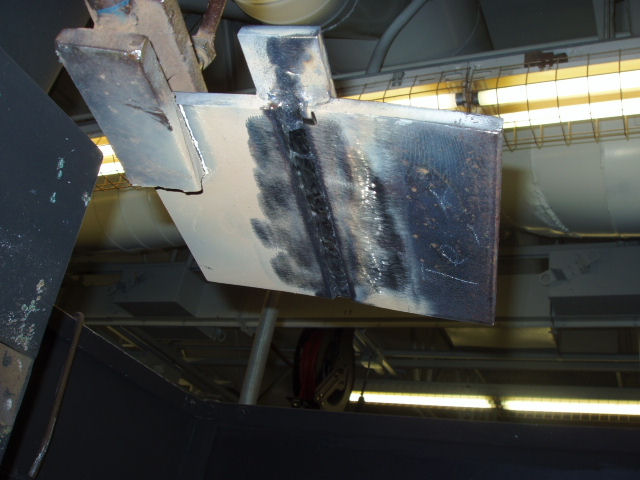
Before welding the cap I let the plate cool until I could touch it. When welding the cap I used stringer beads. The technique I used was just start the arc and shove the rod into the joint. There was no manipulation of the electrode or any hand movement. I literally let the rod do all of the work! The way this works is the rod is pointed away from you on a 15 degree angle and as the rod burns all you do is keep applying pressure on it till the weld is finished. This is how I typically do most of my welds outside of a welding certification. The cap took four electrodes and had no restarts. To clean the slag all it took was just a light tap with a chipping hammer and it came off. After I finished the cap I cleaned it with a wire brush.
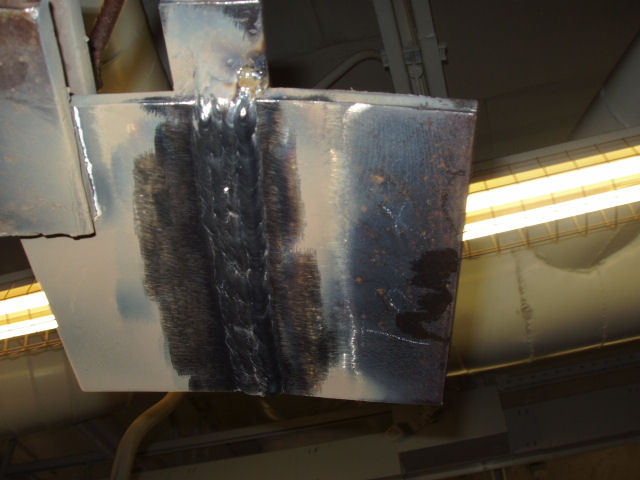
I inspected the cap while still in position and noticed a few spots that had excessive weld reinforcement. I took a 1/8 electrode to measure the height of the weld and marked a few areas that I needed to grind. I grinded the excessive weld reinforcement until the 1/8 electrode was even with the height of the cap. I did this because the welding procedure states:
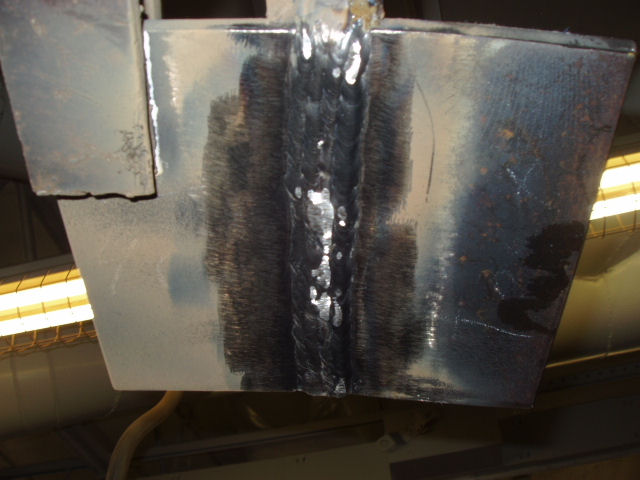
"The face of the weld shall be flush with the surface of the base metal, and the weld shall merge smoothly with the base metal. Undercut shall not exceed 1/32 in. (1 mm). Weld reinforcement shall not exceed 1/8 in. (3 mm)"
Most welding certification procedures allow one repair to be given after the weld is inspected. Once the test is inspected and you do a repair there are no more fixes after that. This is a perfect example of why you should inspecting you own welds. If you find something wrong and fix it, it is fine, but don't expect to get any slack if someone has to do your job. With a welding certification after the first inspection that second repair needed results in total test failure. And no you do not get to bend it! Don't take this like you are allowed to do many repairs. If your welds need a lot of repairs and the inspector notices you struggling you may fail on the spot. Not all welding procedures allow repairs or even the use of a grinder or wire wheel!
Preparation of the Test Coupons
The test coupons were prepared exactly like my 3G welding certification. I marked the test specimens, cut them on a band saw, took a punch and marked the center of the welds, removed the backing bar, and gridded down the root and face to the thickness of the test material.


The Bend Test
The first bend done was the root bend followed by the face bend. Both pieces passed and I did not need the alternate. As you can see below the test coupon were not completely clean. I had a few minor defects that were well within the AWS D1.1 acceptance criteria. The openings were less than 1/32 of an inch so they did not count as discontinuities. I asked why these pieces had these openings and I was told these are common when using weave techniques.
Here are the acceptance criteria for the bend test in the words of the American Welding Society.
"Acceptance Criteria for Bend Tests. The convex surface of the bend test specimen shall be visually examined for surface discontinuities. For acceptance, the surface shall contain no discontinuities exceeding the following dimensions: (1) 1/8 in. (3 mm) measured in any direction of the surface
(2) 3/8 in. (10 mm) – the sum of the greatest dimensions of all discontinuities exceeding 1/32 in. (1 mm) , but less than or equal to 1/8 in (3 mm).
(3) ¼ in. (6 mm) – the maximum corner crack resulting from visible slag inclusions or other fusion type discontinuities, then 1/8 in. (3 mm) maximum shall apply
Specimens with corner cracks exceeding ¼ in. (6 mm) with no evidence of slag inclusions or other fusion type discontinuities shall be disregarded, and a replacement test specimen from the original weldment shall be tested."
Here are the results of the bend test. As you can see there are some minor openings but well within the acceptance criteria.
